



压片机的工作原理
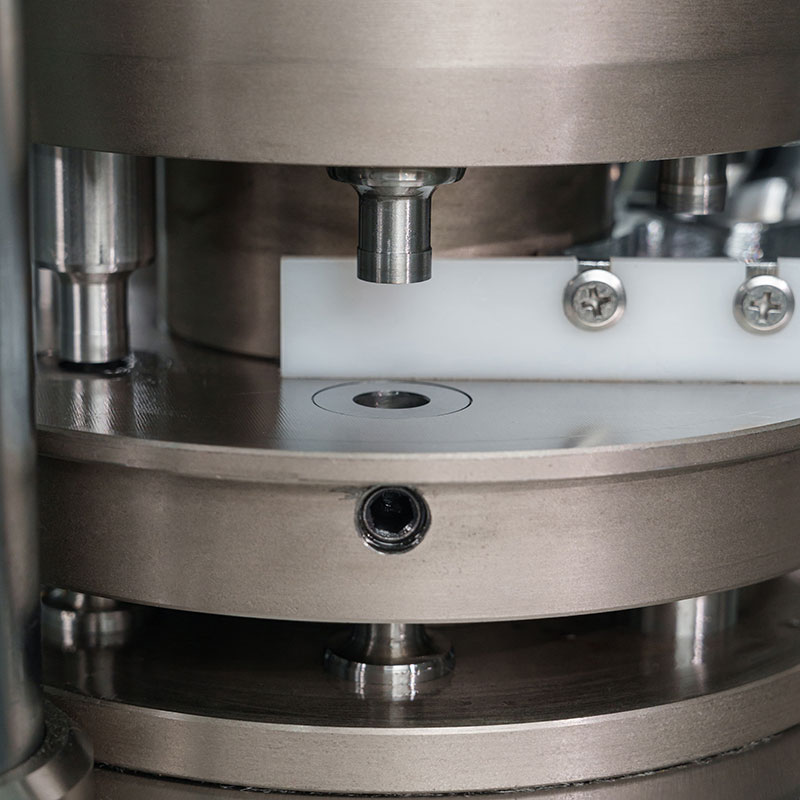
1.压片机的基本部件
冲头和冲模:冲头和冲模是压片机的基本部件,每对冲头由上冲头、中冲模和下冲头三部分组成。上下冲头的结构相似,冲头的直径也相同。上下冲头的冲头与中间模具的模具孔相配合,可在中间模具孔内自由上下滑动,但不会有漏粉的空隙。模具加工尺寸是统一的标准尺寸,具有互换性。模具的规格用冲头的直径或中间模具的直径表示,一般为5.5-12mm,每0.5mm为一个规格,共有14个规格。
冲头和模具在压片过程中承受着巨大的压力,通常由轴承钢(如crl5等)制成,并经过热处理以提高硬度。
有许多类型的冲头,冲头的形状由药片的所需形状决定。根据模具结构的形状,可分为圆形和特殊形状(包括多边形和曲线);凸模截面形状为平面、斜边、浅凹、深凹、综合。扁平和斜边冲头用于压缩扁平圆柱形片剂,浅凹冲头用于压缩双凸片剂,深凹冲头主要用于压缩包衣片剂片,集成冲头主要用于挤压双凸片剂。成形薄片。为了便于药品的识别和服用,还可以在模具端面刻上药品名称、剂量和纵横线等标记。对于不同剂量的压片,应选择合适尺寸的模具。
2.压片机的工作过程
压片机的工作过程可分为以下几个步骤:
① 下冲头的冲头部分(其工作位置向上)从中间模孔的下端延伸到中间模孔中,以密封中间模孔底部;
② 使用加法器将药物填充到中间模孔中;
③ 上冲头的冲头部分(其工作位置向下)从中间模孔的上端落入中间模孔中,向下移动一定行程,将粉末压制成片剂;
④ 上冲头从孔中抬起,下冲头向上抬起,将药片推出中间模孔,完成压片过程;
⑤ 向下推到原来的位置,为下一次填充做准备。
3.压片机原理
① 剂量控制。各种片剂有不同的剂量要求。大剂量调整是通过选择不同冲头直径的冲头来实现的,例如直径为6mm、8mm、11.5mm和12mm的冲头。在选择好模具尺寸后,小剂量调整是通过调整下冲头伸入中间模孔的深度,从而改变后密封后中间模孔实际长度,并调整药物在模孔中的填充量。因此,压片机上应该有一个调节下冲头在模孔中原始位置的机构,以满足剂量调节的要求。由于不同批次粉末制剂的比体积不同,这种调节功能是非常必要的。
在剂量控制中,进料器的作用原理也有相当大的影响。例如,颗粒状药物依靠自身重量自由滚动进入中间模孔,其填充条件相对宽松。如果使用多种强制进入方法,模具孔中会填充更多的药物,填充情况会更加密集。
② 片剂厚度和压实度的控制。该药物的剂量是根据处方和药典确定的,不能更改。对于储存、保存和崩解的时间限制,压片过程中也需要一定剂量的压力,这也会影响片剂的实际厚度和外观。压片过程中的压力调节至关重要。这是通过调整冲模孔中冲头的向下量来实现的。有些压片机在压片过程中不仅具有上下冲头的上下运动,
并且上冲头和下冲头的相对运动完成压片过程。然而,压力调节大多通过调节上下流量的机制来实现,以实现压力调节和控制。